


磁分离是一项应用很早的物理技术,其借助磁场力的作用,对导磁性不同的物质进行分离,最早应用于选矿业。20世纪60年代,前苏联利用磁聚凝法处理钢厂除尘废水,磁分离技术开始应用于水处理领域。

-
产品描述

一、磁絮凝工艺简介
磁分离是一项应用很早的物理技术,其借助磁场力的作用,对导磁性不同的物质进行分离,最早应用于选矿业。20世纪60年代,前苏联利用磁聚凝法处理钢厂除尘废水,磁分离技术开始应用于水处理领域。
20世纪70-80年代,美国、日本开发了磁絮凝分离技术,该技术通过磁絮凝沉淀实现污染物的分离,相对于传统的沉淀工艺大大加速了污染物分离的速度。该技术可实现对含非导磁性污染物水体的净化处理。
磁絮凝分离技术作为新型高新水处理技术之一,近几年来在国内外开始发展并广泛应用在实际工程中。该技术具有高沉降性、占地面积小和处理效果优良等特点。国内已将磁絮凝技术应用于钢厂铁磁性废水的处理,近几年,针对市政污水、含油废水和其他工业废水等非铁磁性废水的处理研究受到关注。我公司安装调试了多个磁絮凝沉淀系统,涉及工业废水、黑臭水体治理等多个领域。
二、磁絮凝工艺原理
随着社会的不断发展,人们对水处理构筑物的占地、处理效果都有了更加严格的要求。近年来絮凝剂、助凝剂在不断更新,沉淀形式也从平流式沉淀池、竖流式沉淀池发展到斜管、斜板沉淀池等更为高效的形式。
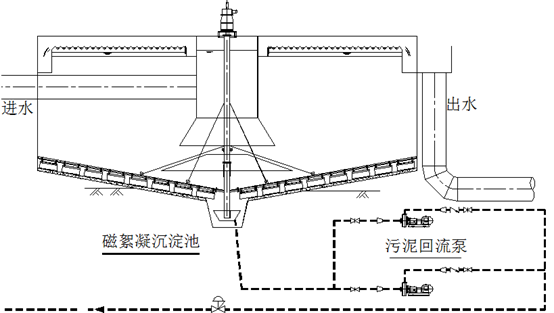
磁絮凝沉淀的核心:
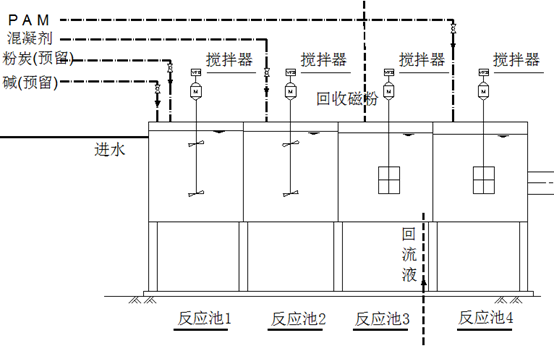
1、反应池投加PAC、PAM 的同时投加高比重的磁粉(比重5.2-5.3)。
2、沉淀部分采用竖流沉淀池与高密度沉淀池相结合的形式:池型为竖流式沉淀池,池内设置斜管沉淀区、污泥回流等。
3、高效的磁粉回收系统是磁絮凝沉淀系统运行的保证。
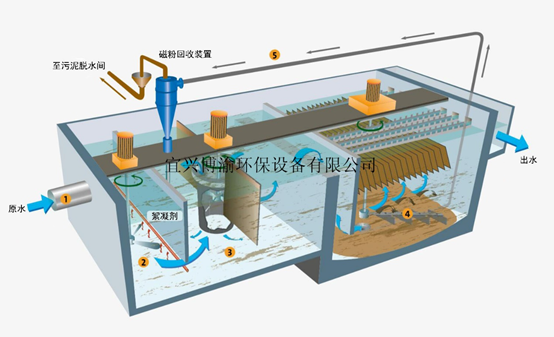
磁絮凝沉淀工艺包括:
阶段:磁絮凝反应
第二阶段:固液分离
第三阶段:磁粉回收
磁絮凝反应:使污染物质形成絮体并与磁粉进行结合,最终形成大而密实的磁絮团。
含磁絮团的沉淀过程与普通絮凝过程大体相似,不同的是添加了高比重的磁粉后胶体颗粒与磁粉颗粒之间相互聚集,最后絮凝产生的絮团比重远远高于普通絮凝的絮团。因而沉降速度得到大幅提升。

固液分离:高速固液分离过程是依靠磁絮团自身的比重使得其能够形成高达40m/h以上的静沉速度,从而快速将污染物质从水体中分离出来。
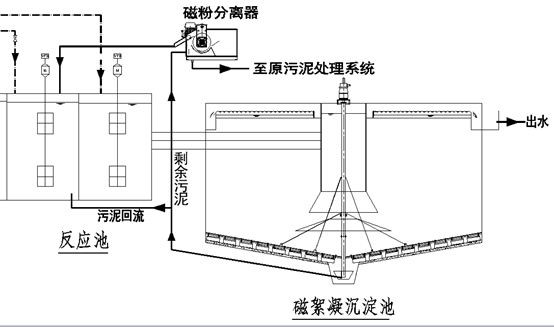
磁粉回收:磁絮团经过高速剪切机破碎后进入磁分离器中,一方面将磁粉回收至反应池中进行循环使用。另一方面分离后的污泥排入污泥储池进行后续污泥脱水处理。
高速剪切机:剩余污泥经剩余污泥泵提升至高剪机。其功能是将混凝絮体重新分解,机器内部特殊的流道与机械结构产生强烈的剪切力,使得絮体中的磁粉成为自由状态,便于磁分离器回收磁粉,提高回收率。

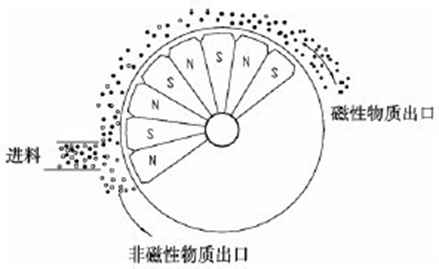
磁分离器原理:经过高速剪切机后的磁泥混合液进入磁分离器。含有磁粉和污泥的污水从转鼓的一端进入磁分离装置,固定磁极将磁性颗粒吸出并附着在滚筒表面,随着滚筒的转动,被带至磁系边缘的低磁区,并从磁性物质出口卸下,非磁性物质则在重力的作用下,沿分离槽流至非磁性物质出口排出,完成磁性物质和非磁性物质的分离过程。

三、磁絮凝系统设计
序号
处理单元
设 备
功 能
1
加药系统
液碱加药系统
输送碱液溶液至PH调节池
PAC加药系统
输送PAC溶液至PAC混合池
PAM加药系统
输送液PAM溶液至PAM混合池
2
混合反应系统
PH调节池
调节来水PH至偏碱状态(PH约7-7.5为宜)
PAC混合池
使絮凝剂与污水初步混合,形成细小的絮体。
磁种混合池
使磁种与细小絮体充分混合。
PAM混合池
使小絮体充分结合,形成更大的絮体。
3
沉淀系统
沉淀池
实现固液分离。
4
磁泥系统
回流污泥泵
输送污泥至反应池,实现磁粉在系统内的循环
剩余污泥泵
输送含磁粉污泥至磁回收系统
高剪切机
破碎污泥絮体
磁分离器
从污泥中将磁粉分离出来
污泥螺杆泵
将分离出磁粉的剩余污泥输送至污泥脱水系统
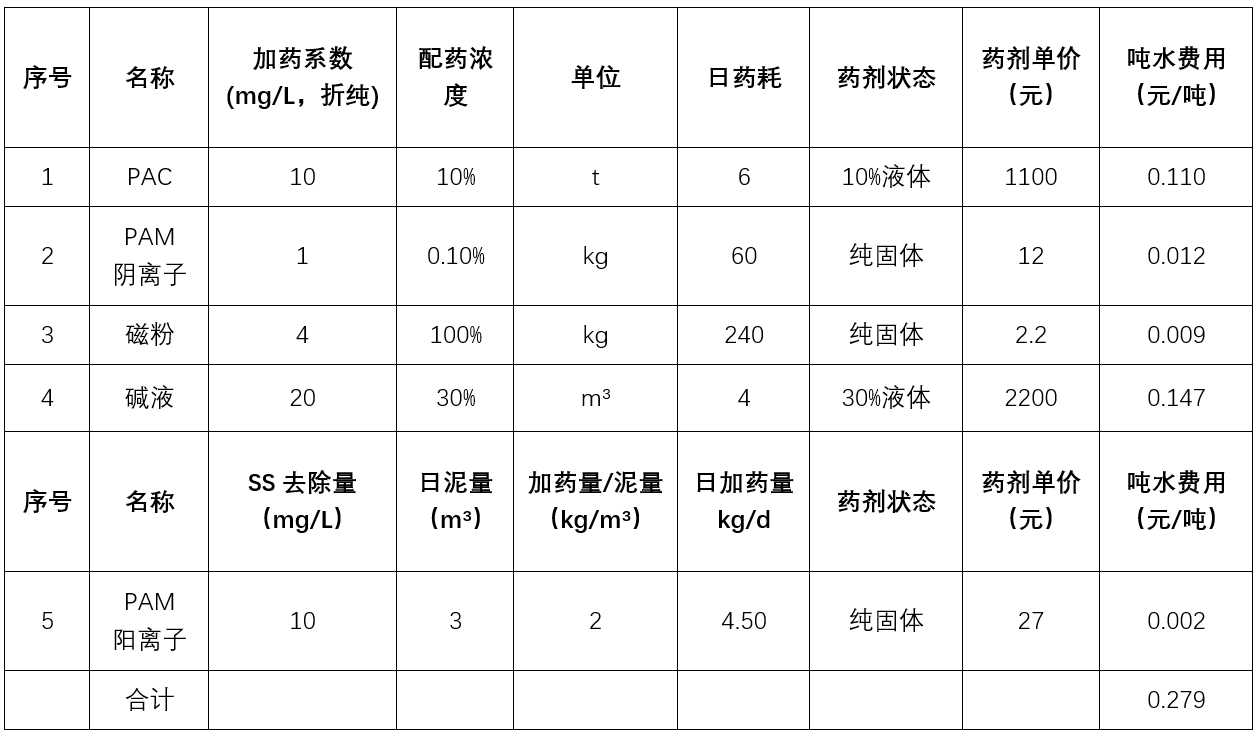
絮凝沉淀工艺所投加药剂有:碱液(根据进水水质)、PAC、磁粉、PAM。
根据进水水质及出水指标要求,预计药剂投加量如下:
序号
名 称
设计投加量
1
碱(根据进水PH投加)
0~50 g/m3
2
PAC
8~50g/m3
3
PAM
0.5~1.5g/m3
4
磁 粉
1.0~5.0 g/m3
每组磁絮凝反应池设置4格。水力停留时间如下表:
名 称
设计停留时间
格(液碱)
2-3min
第二格(PAC)
2-3min
第三格(磁 粉)
2-3min
第四格(PAM)
2-3min
反应池总停留时间控制在10-14min之间
磁絮凝沉淀池表面负荷可取:20—40m³/㎡∙h。停留时间宜在10-20min之间。
刮泥机的水下部分材质采用SS304不锈钢并经过钝化处理,以保证其在污泥含磁粉的状态下长周期平稳运行。
磁絮凝沉淀池设有污泥回流系统,回流比控制在10%左右,以达到磁粉循环利用为主要目的。
剩余污泥排放量约为设计日处理量的0.5%-2%,剩余污泥系统可间歇性运行。


四、系统运行费用
4.1 药剂损耗
4.2人工费用
磁絮凝沉淀系统运行操作并不复杂,每日只需人工投加少量磁粉、按时补充PAM干粉及日常巡检即可。
五、磁絮凝优缺点对比
指标
高密度澄清池
加砂沉淀池
磁混凝沉淀池
表面负荷
10-12m³/㎡h
10-20m³/㎡h
20-40m³/㎡h
进水 SS(mg/L)
<100
<100
<100
出水SS (mg/L)
<8
<8
<5
进水TP (mg/L)
<5
<5
<5
出水TP (mg/L)
<0.5~0.8无保障
无机TP<0.5
<0.2
出水水质保证率
一般
好
极好
耐水质冲击
好
好
极好
加药除磷能力
好
好
极好
加少量粉末活性炭除COD
差
差
较好
造价(5万m³/d)
180-200元/m³
200-220元/m³
180-200元/m³
征地费用
高
高
较低
运行维护费用
0.07-0.12元/吨水
高
0.09-0.15元/吨水
设备维修损坏
少
多
较少
-
相关产品
Copyright ©宜兴博渝环保设备有限公司备案号:苏ICP备18054855号-1技术支持:有为网络